1 / 5
Advanced technical solutions are provided to the industrial sector where the demand for ultra-pure water is crucial. These processes include wastewater treatment, reuse, and resource recycling across various sectors:
Primary Sectors: Petrochemical, mining, lithium extraction, lithium battery recycling, semiconductor manufacturing, and seawater desalination.
Utility Sectors: Steam boiler feed systems, food & beverage (mineral water, juices), pharmaceuticals, power generation, and textile production.


Farming: Water quality plays a pivotal role in livestock productivity. Reverse osmosis technology effectively mitigates high concentrations of dissolved solids and pathogens from wells and surface sources.
Municipal: Scalable solutions designed to sustainably treat wastewater. Our portfolio includes state-of-the-art sanitation technologies and innovative recovery methods for reusable materials.


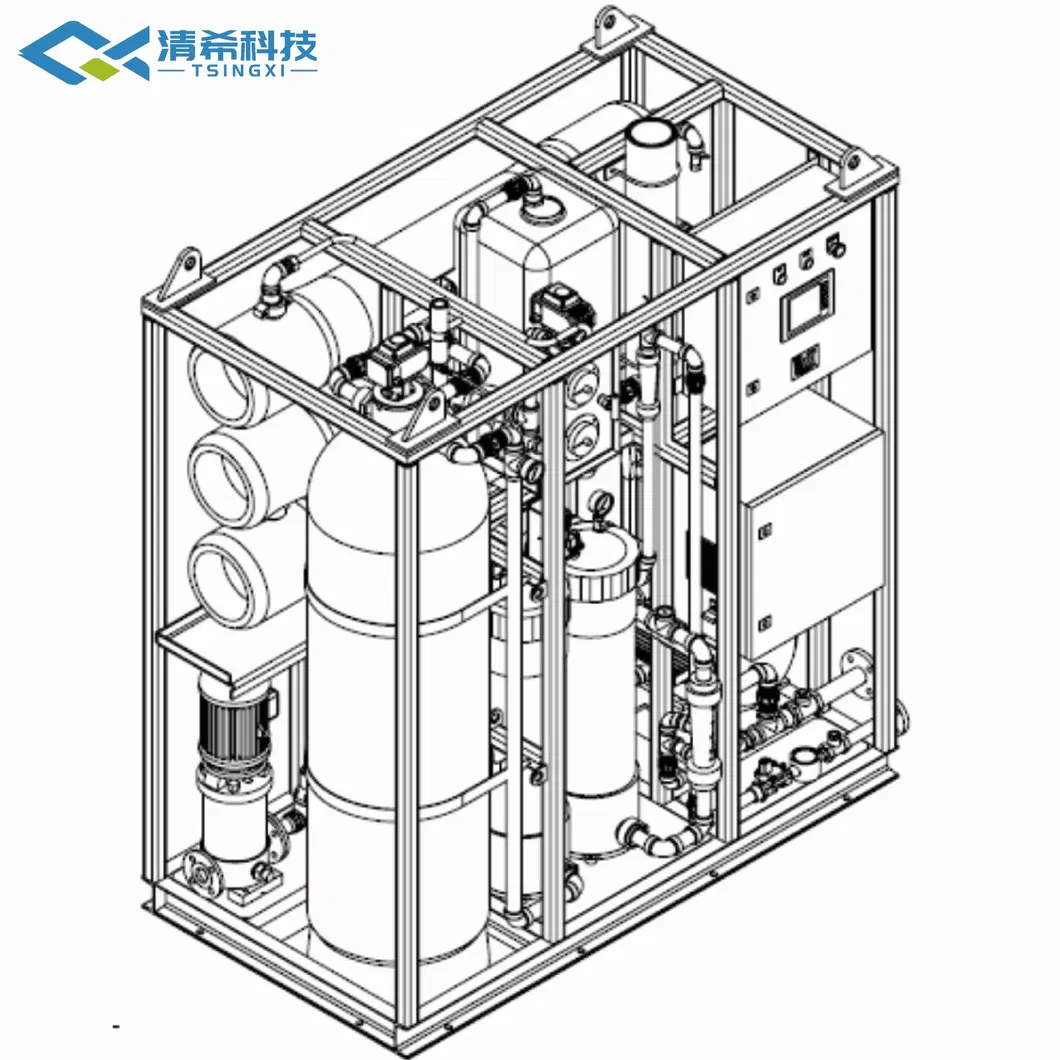
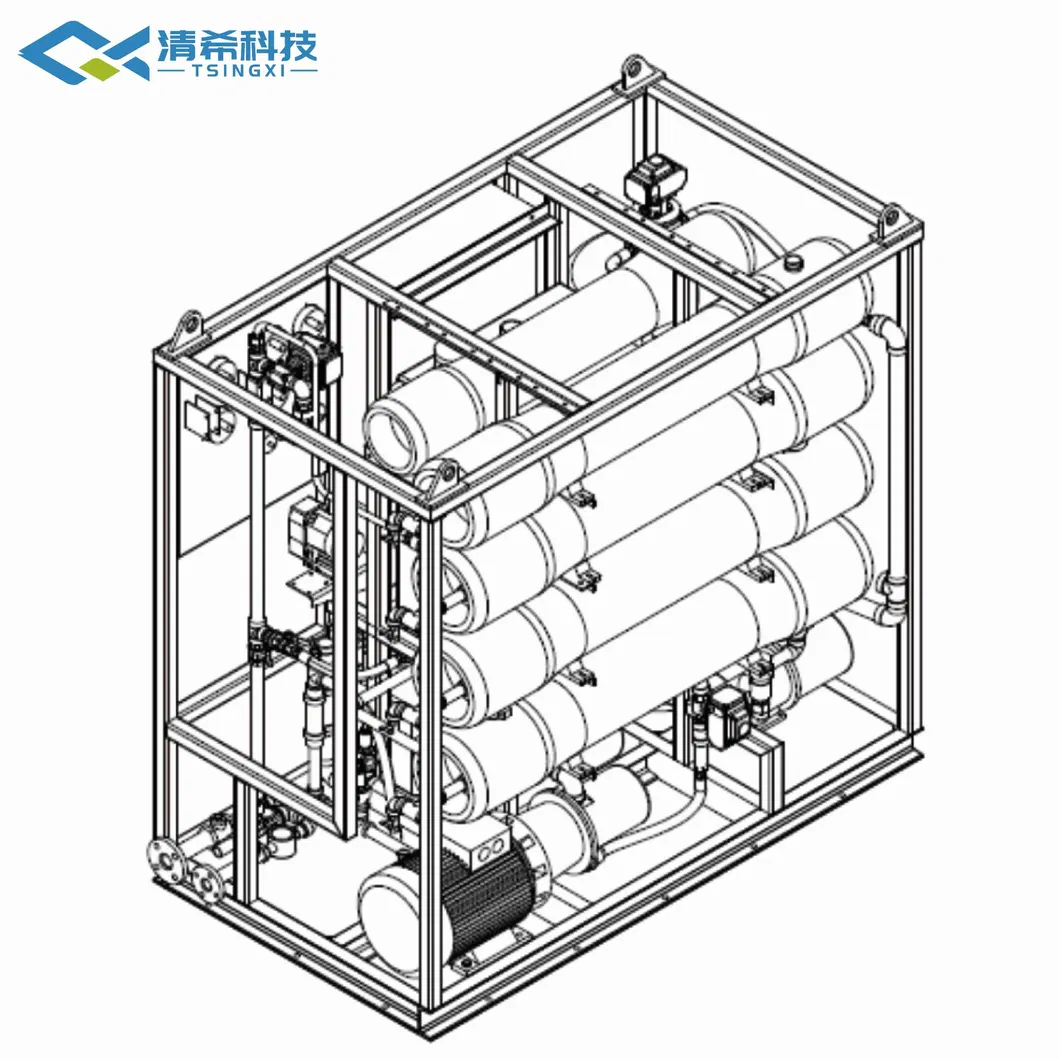
Our Advanced Brackish Water Reverse Osmosis (BWRO) System is engineered to redefine water purification standards with flow rates starting from 2 m³/h.

Semiconductor Industry: Utilizing TFN membrane technology for exceptional salt, boron, and TOC rejection, meeting stringent electronic-grade ultra-pure water standards.
Petrochemical Zero Discharge: Acid-resistant high-pressure membrane devices achieving up to 40 times concentration, significantly reducing energy for evaporation processes.


We focus on revolutionizing industrial water treatment through Thin Film Nanocomposite (TFN) technology. Our capabilities span from technology R&D to sophisticated equipment manufacturing and comprehensive after-sales support.


With three cutting-edge R&D bases and over 80 highly skilled engineers, we operate automated production lines for membrane sheets and elements, serving markets across Asia, the Middle East, North America, South America, and Europe.