1 / 5

We provide innovative technical solutions to serve the industrial sector's need for ultra-pure water. Our advanced systems are crucial for wastewater treatment, reuse, and resource recycling, ensuring optimal efficiency and sustainability.
Key sectors include petrochemical, mining, lithium extraction, semiconductor manufacturing, seawater desalination, pharmaceuticals, and power generation. Our solutions also extend to food & beverage production, dairy processing, and hospital utilities.
Utilizing cutting-edge desalination technology, we offer solutions tailored for hotels and tourist resorts. As fresh water is vital for infrastructure, our R.O. systems provide an excellent alternative to meet the growing water demands of the tourism sector.


Water quality directly influences the health and productivity of livestock. Our Reverse Osmosis technology effectively treats water from wells or rivers, removing dissolved solids and pathogens to safeguard the growth of cattle, poultry, and other livestock.
We offer scalable treatment solutions for environmentally sustainable wastewater and effluent management. Our patented technologies assist municipalities in adhering to stringent health regulations while recovering reusable materials from wastewater.


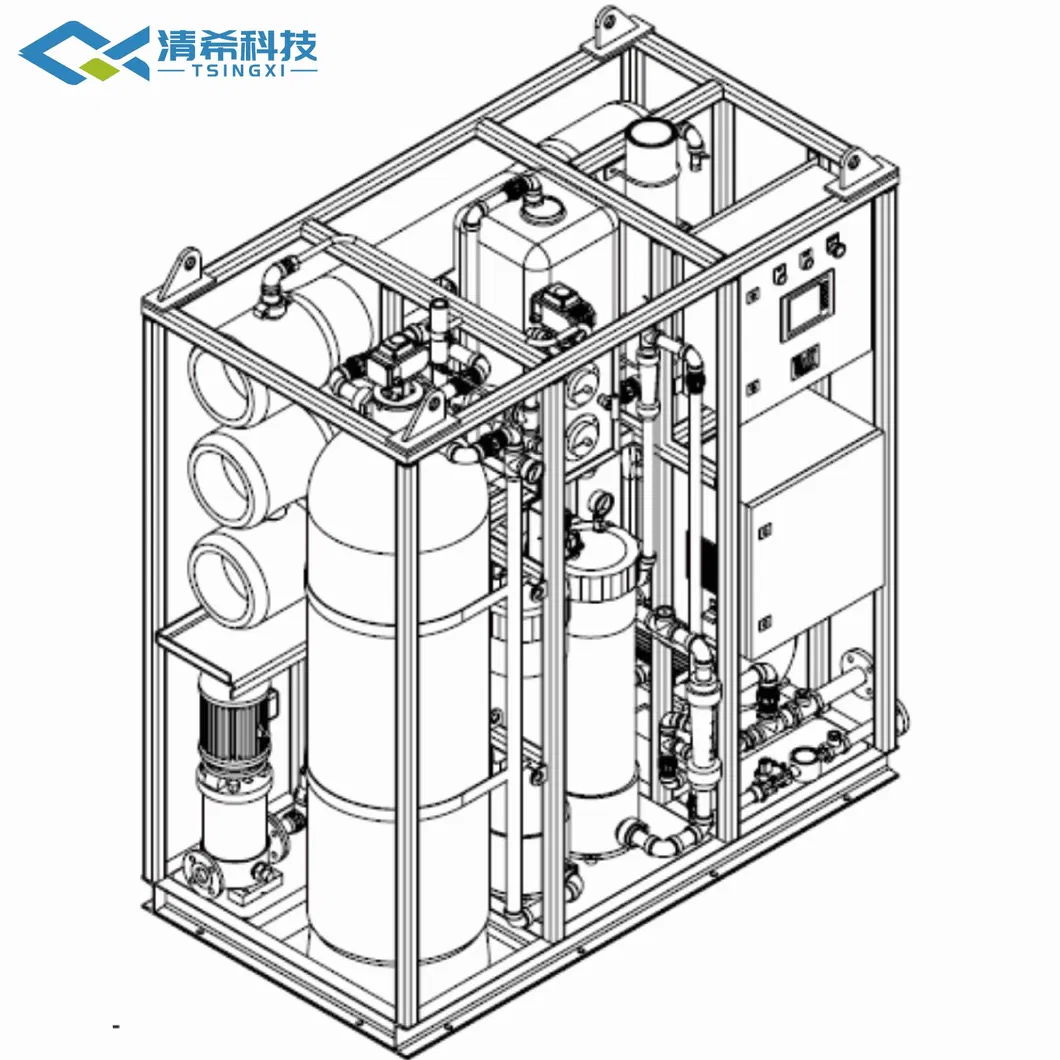
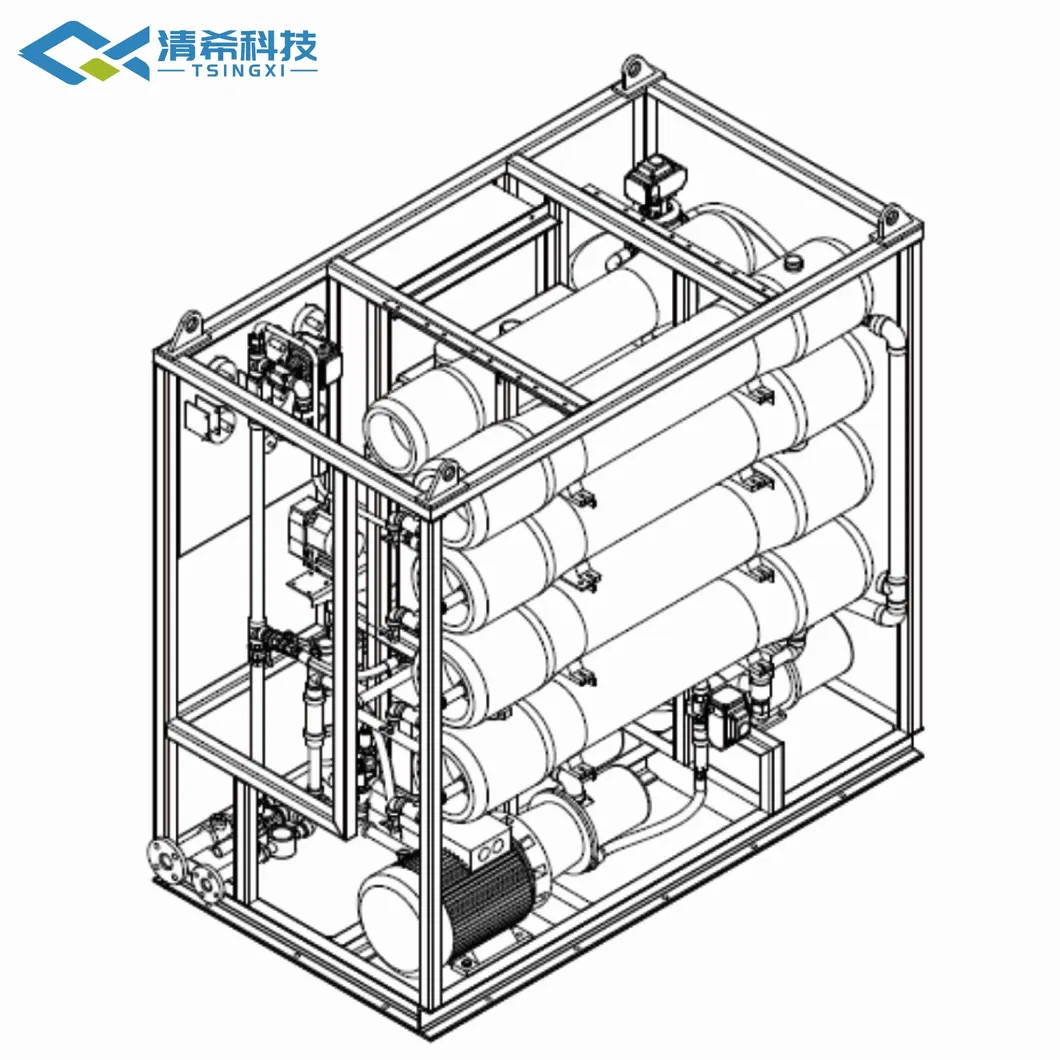
Introducing our cutting-edge Sea Water Reverse Osmosis System, designed for projects ranging from 1 m³/h to large-scale operations. It is the ideal solution for high salinity water treatment.
| Model Parameter | FST-1 | FST-2 | FST-Z |
|---|---|---|---|
| Feed Water | Seawater TDS ≤45000mg/L | 1st Pass Water TDS ≤500mg/L | Seawater TDS ≤45000mg/L |
| Production Water | TDS ≤500mg/L | TDS ≤150mg/L | TDS ≤150mg/L |
| Capacity | 20-240m³/day | 15-180m³/day | 15-300m³/day |
| Gross Weight | 1230-7500kg | 260-950kg | 1550-10500kg |

Leveraging TFN membrane technology, we have developed solutions that meet stringent electronic-grade water standards. Our systems demonstrate remarkable efficacy in salt, boron, and TOC rejection, satisfying high-end industrial demands.
Our custom-engineered high-pressure membrane devices achieve true Zero Liquid Discharge (ZLD). This solution enables wastewater concentration up to 40-fold, significantly reducing energy costs associated with evaporation and crystallization.


Using alkali-resistant membranes, we achieved humic acid separation retention of 90% and concentration rates exceeding 25%. This represents a major advancement over traditional evaporation methods.
We are an innovative high-tech enterprise specializing in industrial water treatment solutions. Our focus remains on pioneering Thin Film Nanocomposite (TFN) membrane technology, driving advancements in seawater desalination, ultra-pure water systems, and material separation equipment.


We operate 3 state-of-the-art R&D bases and advanced automatic production lines for membrane sheets and equipment assembly. With over 80 expert engineers, we serve a global customer base across Asia, the Middle East, North America, and Europe.